Case. 16チャレンジ!樹脂厚肉成形の限界値をさぐる!
樹脂製品の開発期間の短縮、開発コスト削減に貢献する厚肉成形に挑戦しました
今回のチャレンジではフェノ-ル樹脂成形材料で過去最高の板厚30.4mmの板材の成形に成功しました。
当社はこれからも肉厚成形チャレンジを続けてもっと分厚い板材づくりを目指します!
このように弊社ではお客さまご希望の熱硬化性樹脂成形材料を使って板材をおつくり致しますので樹脂成形化前の削り出し加工で使用する
素材をお求めの皆様お気軽にお声がけください。


商品開発に柔軟性をプラスする厚肉成形
樹脂製部品は量産する場合は金型を開発します。
開発の段階で金型を開発することは、金型製作後に設計変更が必要になっても、容易に金型変更を伴う設計変更が難しいです。
樹脂製品開発の効率化、開発リードタイム短縮化が求められていました。
「できれば金型を使わずに、新製品の試作が作れないか?」
「市販樹脂成形材料と同材質のインゴット材料(板材料)が有ったらいいな」
今村化学では上記のような要望をうけ、効率的な樹脂製品開発で利用可能な樹脂製板材料の開発に成功しました。
現状で厚肉成形の厚みは25mm~30mm程度まで樹脂製板材の製造が可能です。
この樹脂製板材料を使うことで、樹脂製品開発の際に、金型作成することなく、市販樹脂成形材と同じ材料を用いて最終製品仕様の削り出し加工で試作品作成と、開発の検証が可能になりました。
これにより樹脂製品の開発の効率がアップし、お客様にも喜んで頂けました。
肉厚成形のプロセス
- (1)材料の事前加熱
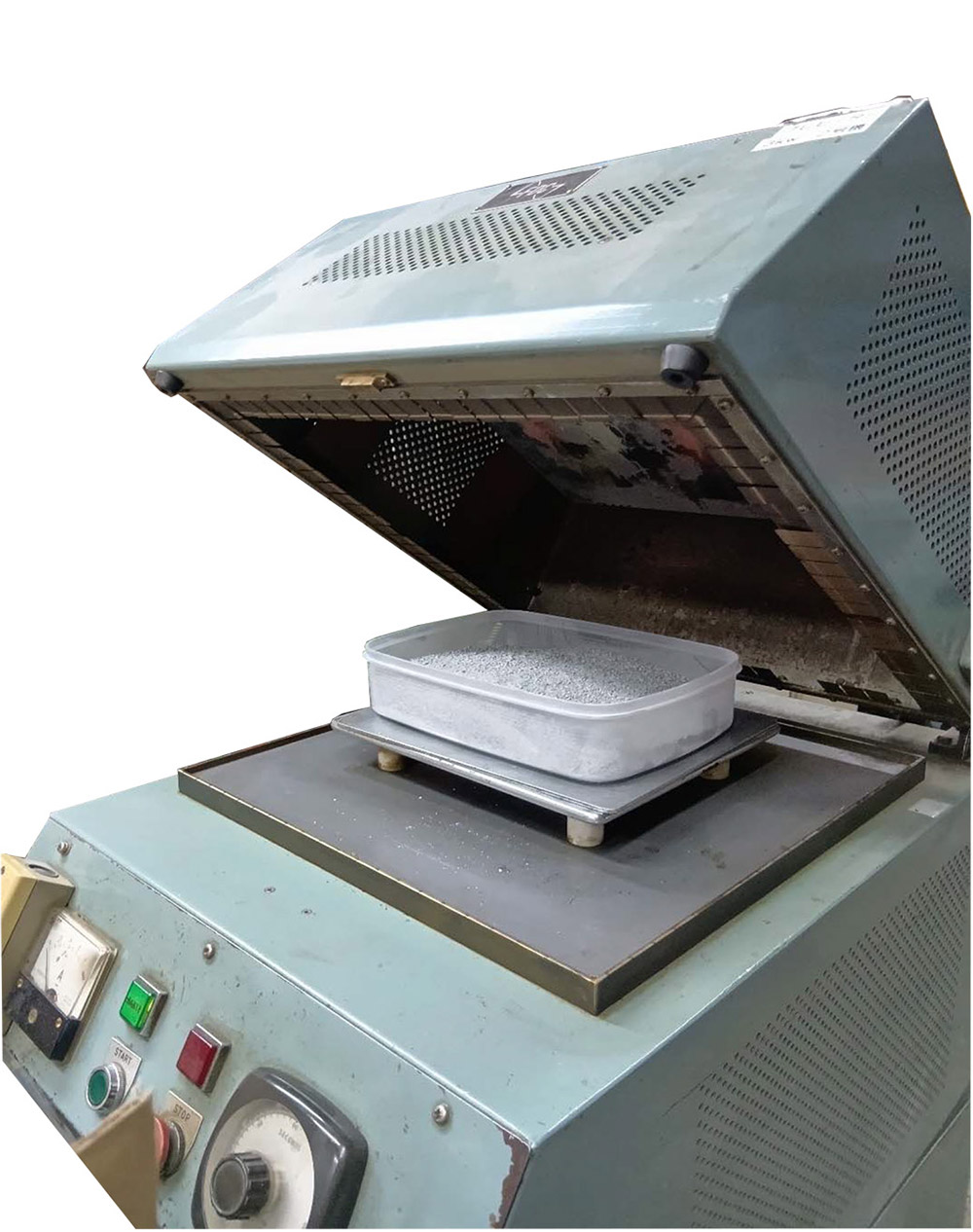
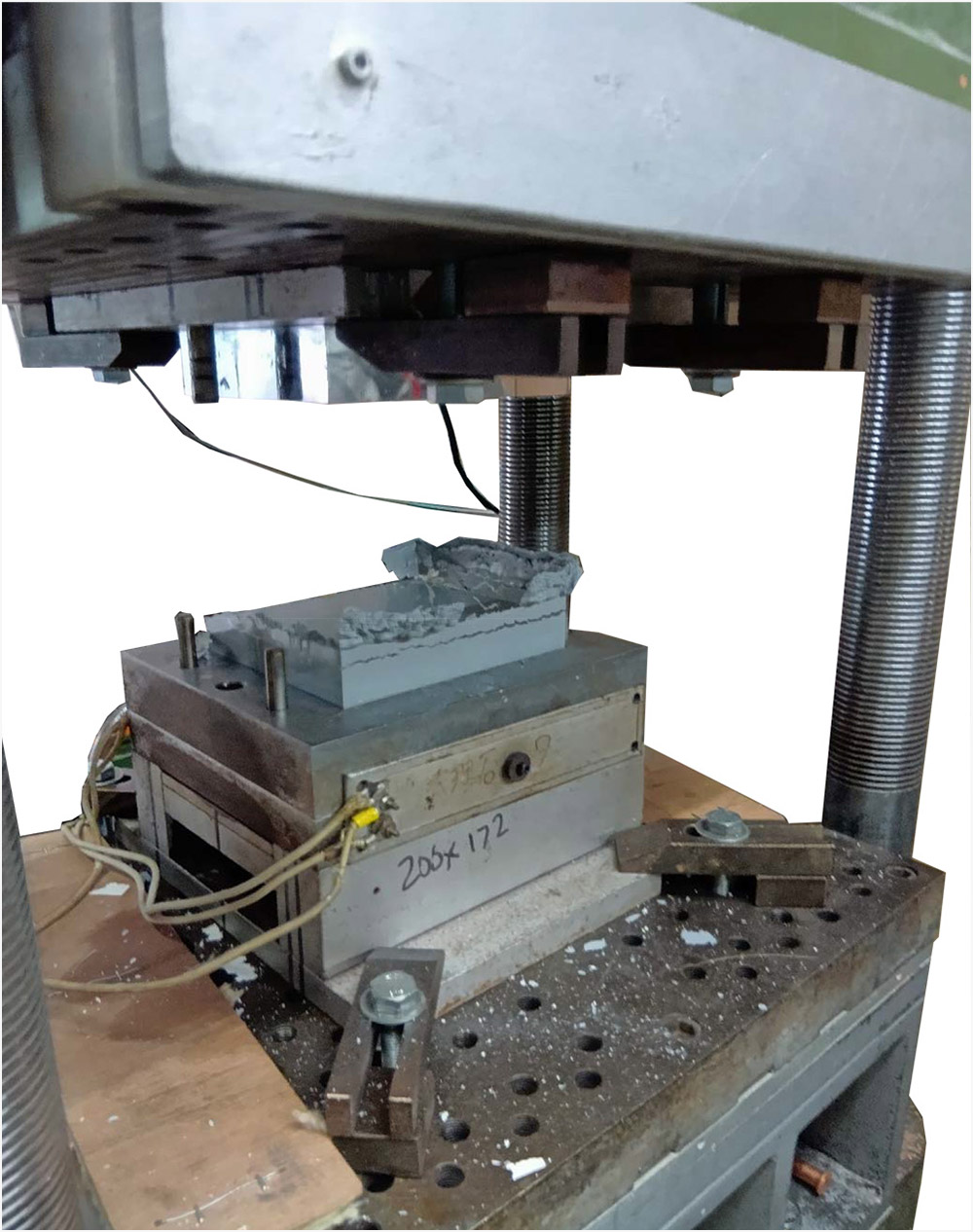
- (2)材料を金型に投入

- (3)加熱・加圧後金型から製品取出し
- (4)完成品事例
a)ジアリルフタレート樹脂テストピース (サイズ 200mmx172mmx厚さ29.8mm、投入量 1,780g) 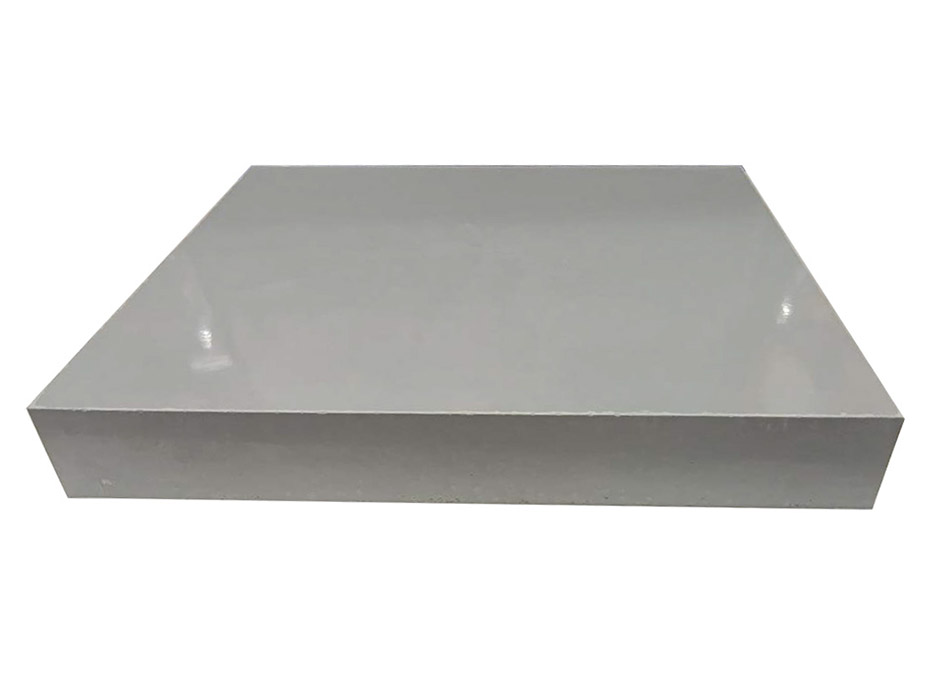
b)フェノール樹脂テストピース (サイズ 200mmx172mmx厚さ30.4mm、投入量 1,400g) c)エポキシ樹脂テストピース (サイズ 200mmx172mmx厚さ25.8mm、投入量 1,800g) ■厚肉成形材料のメリット
●商品開発期間の短縮
●開発コストの削減
などで樹脂厚肉成形材はお役に立ちます。 - (5)肉厚成形チャレンジ担当のKさん

今回の肉厚成形チャレンジで当社内過去最高の肉厚成形に成功したKオペレーター